Разгонщик стыков КЖДМ РЗ-25

Конструкция рельсоразгонщик РЗ-25
Механизм состоит из пары клинозажимных устройств, двух механизмов управления клиньями, приспособлением для передвижения инструмента по рельсовой нити и одного гидропривода.
Работа гидравлической системы разгонщика надежно защищена. Маслянистая рабочая жидкость подвергается постоянному очищению со стороны сетчатого фильтра и особого магнита. В масляных баках находится предохранительный клапан, который позволяет контролировать нарастание давления в системе. Он срабатывает в критических моментах, когда превышено номинальное усилие при передвижении рельсовых путей.
Достоинства
Небольшая масса, компактные размеры обеспечивают легкую доставку рельсоразгонщика РЗ-25 на объект.
К преимуществам механизма также можно отнести:
прочность конструкции;
практичная вмонтированная транспортная тележка;
простота в эксплуатации;
магнитная фильтрация масла от металлозагрязнителей;
легкое расклинивание захватов;
высокая ремонтопригодность;широкий диапазон рабочих температур.
Данная модель является самым легким устройством в своем классе и отличается оптимальным соотношением низкой цены и высокого качества.
СХЕМА ГИДРАВЛИЧЕСКОГО РАЗГОНЩИКА СТЫКОВ
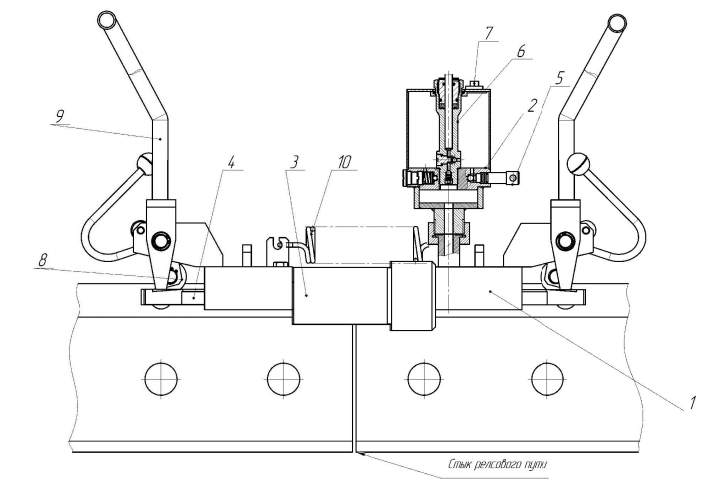
1 - корпус, 2 - бак масляный, 3 - гидроцилиндр, 4 - клинья зажимные, 5 - клапан перепускной, 6 - насос, 7 - сапун, 8 - ролик, 9 - рычаг, 10 - пружина стяжная.
КАК РАБОТАЕТ РАЗГОНЩИК СТЫКОВЫХ ЗАЗОРОВ
В состав работ по регулировке стыковых зазоров входят: измерение зазоров по обеим рельсовым нитям перегона (от входной до выходной стрелок), ограничивающих перегон; составление ведомости величин передвижки рельсов, соответственно для левой и правой рельсовой нитей; ослабление стыковых скреплений, снятие или передвижка противоугонов, встречных перемещению рельсов; продольная передвижка рельсов до требуемой величины зазоров при помощи разгонщика, закрепление стыковых скреплений; установка противоугонов в соответствии с эпюрой.
Регулировку стыковых зазоров разгонщиком выполняют в следующем порядке:
- осмотреть рельс около стыка, при обнаружении на рельсе наклёпа более чем 8 мм в месте регулирования стыка необходимо удалить наклёп путём шлифования наждачным кругом.
- разгонщик размещают над стыком рельсовой нити подвижным клинозажимным устройством в сторону сдвижки так, чтобы стык оказался в середине «окна» (между клинозажимными устройствами) разгонщика;
- при помощи рычажного механизма опускают клинозажимные устройства до уровня головки рельса;
- вилкой-поводком принудительно производят предварительную заклинку клиньев на стыке рельсовой нити;
- при помощи гидравлического привода перемещают штоки гидроцилиндров неподвижного клинозажимного устройства, тем самым, перемещая подвижное клинозажимное устройство и звено рельсовой нити до образования в регулируемых стыках зазоров требуемой величины;
- производят разклинку клинозажимных устройств и открыв передвижной клапан гидросистемы, при помощи пружин, возвращают исполнительные механизмы разгонщика в исходное рабочее положение;
- устанавливают ролики в положение для транспортировки разгонщика по рельсовой нити и перемещают его до следующего стыка;
- в том же порядке регулируют стыковые зазоры на другой рельсовой нити.
При получении отрицательной величины передвижки рельсов (стыков левой и правой рельсовых нитей) необходимо выполнить сгон рельсов, т.е. развернуть один разгонщик в обратном направлении. Работы производятся при температуре наружного воздуха от -10 С до +40 С при не смерзшемся балласте.
|
Развиваемое усилие, тс
|
25 |
|
Рабочий ход гидроцилиндра, мм
|
110 |
|
Габаритные размеры, мм
|
750х316х663 |
|
Масса, кг
|
55 |
